سه راهي دو تکه اسپلیت تی مجهز به گايد بار (Hot Tapping Split Tee) |
|
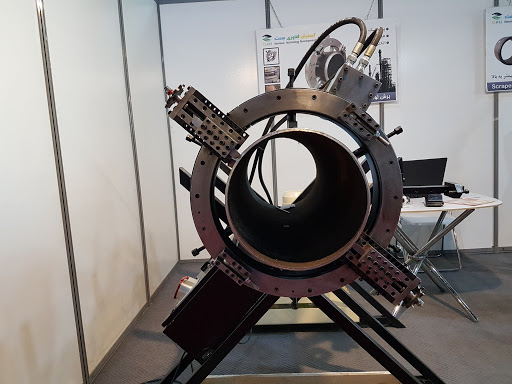
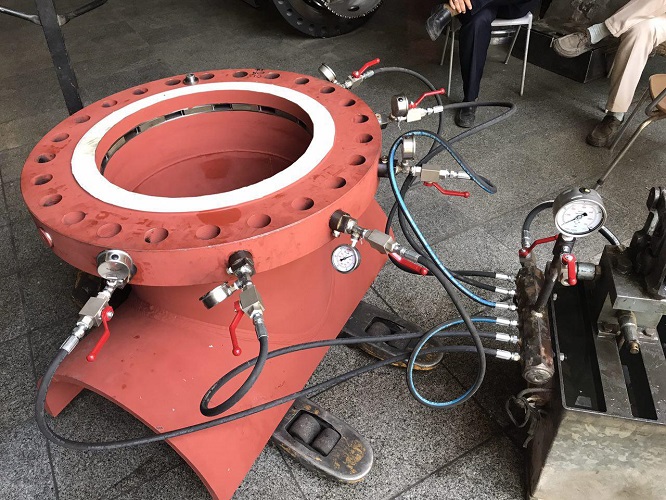
شرکت پیشگام صنعت ابزار توليد کننده اسپليت تي هاي سایز “6-“56 مي باشد که در 2 نوع داراي گايد بار و بدون گايد بار توليد مي گردد. اين گايد بار ها سوراخ هاي tap را مسدود ميکند و خطوط را براي پيگ راني آماده نگه مي دارند. انتقال گاز طبيعي و بسياري از شرکت هاي توزيع و پخش براي توسعه و بهبود سيستم هاي موجود خود در سال به ميزان قابل توجهي نياز به انشعابات جديد خطوط لوله پيدا مي کنند. سابقا براي اطمينان از امنيت انشعابات از کار انداختن بخشي ازخطوط و رها شدن مقداري گاز به اتمسفر امري ناگزير بود. اسپليت تي يک استايل جوش داده شده و يا کششي است. محل اتصال آن با فلنج تجهيز شده است که منطبق با رنج هاي فشاري مطابق با فلنج هاي استاندارد ASME مي باشد. اين تجهيز براي استفاده در هات تپينگ و يا ماشين هاي اتصال براي کند کردن و اتصال موقت به خطوط براي تعمير و نگه داري بدون نياز به از کار اندازي سيستم، به کار مي رود. شرکت پیشگام صنعت ابزار پيشرو در سيستم هاي اسپليت تي در ايران مي باشد . |
طراحيماشين هاي جدا کننده معمول به طور کارآمد و موثر نمي توانند ذرات کوچک تر از 8 تا 10 ميکرون را جدا کنند. عملکرد آنها مبتني بر درصد وزني مي باشد. اسپليت تي بر اساس استاندارد هاي 0.4, 0.5 and 0.72 طراحي مي شود. تمامي محاسبات مکانيکي براي قطعات تحت فشار، تحت فشار داخلي و نيروي فشار خارجي و نقشه هاي ساخت بر اساس پيوست مناقصه و در خواست، آماده مي شود و براي تائيد و موافقت براي مشتري ارسال مي گردد.
|
 |
طراحيماشين هاي جدا کننده معمول به طور کارآمد و موثر نمي توانند ذرات کوچک تر از 8 تا 10 ميکرون را جدا کنند.عملکرد آنها مبتني بر درصد وزني مي باشد.اسپليت تي بر اساس استاندارد هاي ANSI/ASME with design factor 0.4, 0.5 and 0.72 طراحي مي شود.تمامي محاسبات مکانيکي براي قطعات تحت فشار، تحت فشار داخلي و نيروي فشار خارجي و نقشه هاي ساخت بر اساس پيوست مناقصه و در خواست ،آماده مي شود و براي تائيد و موافقت براي مشتري ارسال مي گردد.
|
|
برای اثر بخشی بیشتر در جدا سازی محتویات زاید مایع و جامد از فیلترهای جدا کننده استفاده می کنند. |
اصول و قواعد عملکرد
ماشین های جدا کننده معمول به طور کار آمد و موثر نمی توانند ذرات کوچک تر از 8 تا 10 میکرون را جدا کنند. عملکرد آن ها مبتنی بر درصد وزنی می باشد.
به منظور دستیابی به حذف و جدا سازی موثر و مفید ذرات، می بایست یک فرآیند بهینه سازی و گردش ذرات را بکار گرفت تا ذرات ریز بتوانند با ادغام با یکدیگر به ذرات بزرگتر تبدیل گشته و توسط سیستم ها و تجهیزات فیلتراسیون متداول قابل فیلتر شدن باشند.
سیستم فیلترینگ NPI یک سیستم چند مرحله ای می باشد که از 4 روش و گاها” بیشتر، برای جداسازی و حذف 100% از ذرات معلق مایع و جامد به قطر 8 میکرون و نیز جداسازی 99.5% از مواد معلق مایع و جامد به کوچکی 3 میکرون استفاده می کند.
شرکت پیشگام صنعت ابزار تهیه کننده و پشتیبان عملکرد مفید و راندمان بالا در یک رنج گسترده از انواع روش های گردش گاز که از آنها در ذیل نام برده شده برای حذف ذرات استفاده می کند.
- با افزایش در شتاب گیری ذرات و ایجاد عمل گریز از مرکز باعث تصادم آنها با هم و فرو ریزش ذرات می شود.
- افزایش کنتاکت و تماس ذرات درونی از طریق به کارگیری سیستم در هم آمیزی.
- انبساط ناگهانی گاز که سبب ته نشین شدن ذرات مایع می شود.
- ایجاد جریان دینامیکی مطلوب از طریق کنترل لایه ها ی مرزی
مواد ورودی مملو از بخار بعد از ورود به مخزن با یک لابیرینت از لوله هائی که در موازات تجهیز کشیده شده اند، برخورد می کنند. ذرات زاید گاز با این موانع برخورد کرده و شکل هندسی آنها تحت تاثیر میزان معینی از نیروی گریز از مرکز قرار می گیرد که باعث می شود ذرات 10 میکرونی و بزرگتر به ته مخزن منتقل شوند.
ذرات کوچکتر در معرض حرکت browning قرار گرفته و با یکدیگر بر خورد می کنند و در نهایت با ادغام به یکدیگر به قطرات مایع ساده تبدیل می شوند.
برخورد های غیر ارتجاعی ذرات جامد با یکدیگر سبب ایجاد سنگ ریزه ها ئی می شوند که متعاقبا” توسط مایعات به داخل چاهک و یا استخر ته نشیینی، یعنی جائی که نمی توانند تحت تاثیر بخار گاز قرار گیرند، وارد می شوند.
ذرات که معلق مانده اند با اجزائ ادغام کننده فیلتر برخورد کرده که شامل یک mat متخلخل از جنس فیبر نسبتا” مرغوب که به منظور رسیدگی مناسب و ایجاد فضای بیشتر برای نگهداری جامدات، در یک سیلندر قرار گرفته اند می شود. ذرات مایع نیز با هم برخورد کرده و به فیلترویا دیگر قطرات می چسبند و ادغام می شوند.
دو مکانیزم در این عملیات نقش دارند:
ته نشینی به وسیله به هم فشردگی وته نشینی به وسیله تخلیه فشار. مایع انباشته شده و متراکم توسط نیروی کششی گاز که توسط مرحله بعدی جداسازی در درون سپراتور ایجاد می شود در سراسر وسیله به حرکت در می آید. این گاز به طور متوالی در حال جابه جا شدن است .عناصر و اجزاء و یا وسایل ادغام کننده در مرحله دوم برای انواع عملیات مخصوص طراحی شده اند و در بسیاری از آنها از NPI hookless vanes ویا دیگر اجزا در جهت دستیابی به عملکرد بهینه استفاده می کنند.
موارد استفادهفیلتراسیون NPI یک جدا کننده چند مرحله ای می باشد که مورد استفاده های گوناگون در فرایند های صنایع گاز طبیعی و پتروشیمی می باشند که از آن قبیل می توان از موارد زیر یاد کرد:
|
عملکرد و کاراییتجهیزات جدا کننده و تفکیک کننده شرکت پیشگام صنعت ابزار، جداسازی و فیلتراسیون 100% قطرات مایع 8 میکرونی و بزرگتر و فیلتراسیون 99.5% ذرات کوچک ترتا 3 میکرون را گارانتی می کند.برای ذرات جامد به کوچکی 3 میکرون فیلتراسیون و جداسازی 100%، گارانتی می شود که در عملیات های اسپلیت تی بسیار حایز اهمیت است. |
افت فشارفیلتر های پیشگام صنعت ابزار به طور معمول برای یک افت فشار ابتدائی به میزان 2 PSI با اجزاء تمیز و شرایط بالای طراحی سیال می باشد. |
عمر مفید اجزااجزاء ادغام کننده برای یک فرو ریزش در فشار به میزان 35 تا 50 PSI طراحی شده اند. برای اطمینان از عدم شکست در عملکرد اجزاء ضریب تغییر فشار می بایست به این سطح و شدت از فشار برسد. برای افزایش عمر این اجزاء، فیلترکننده های صنایع نامداران یک اتصال BLOWDOWN برای تمیز کردن تجهیز در حین انجام عملیات را فراهم آورده اند. دسترسی به چند سبک فیلترینگ مختلف برای درهای کامل باز شونده و یا درهائی با باز شوندگی محدود. |
 |
پیکره بندیفیلتر های جدا کننده شرکت پیشگام صنعت ابزار در انواع عمودی ، بارل دوتائی و یا تک با پیکره بندی افقی قابل ارائه می باشد. |
اجزای Vaneفیلتر های جدا کننده شرکت پیشگام صنعت ابزار در انواع عمودی ، بارل دوتائی و یا تک با پیکره بندی افقی قابل ارائه می باشد. در عملیاتی که ذرات جامد در کار نیستند استخراج کننده غبار VANE به عنوان جداکننده اولیه استفاده می شود. زمانی که گاز مملو از غبار وارد VANE می شود،به نوار های فلزی متعدد و گوناگون بسیاری تقسیم می شوند. زمانی که هر نوار فلزی حاوی گاز در معرض تغییر مسیر قرار می گیرد،نوعی آشفتگی و غلتیدن گاز در مقابل دیواره های توربین اتفاق می افتد.قطره ها ناگزیر مجبور به تماس با یکدیگر، تصادم و چسبیدن به سطوح VANE می گردند.و در نهایت قطرات مایع در مسیر فرورفتگی ها به جریان در آمده و از بخار گاز خارج خواهند شد. امیدواریم این مقاله از فیلتر های جدا کننده و سه راهی دو تکه اسپلیت تی برایتان مفید باشد. |