تست فشار اسپلیت تی با استفاده از دستگاه های تست هیدرولیکی و اتصالات آن انجام می گیرد. هر چقدر فشاری که اسپلیت تی می بایست تحمل کند بیشتر باشد بدیهی است که باید از دستگاه های قوی تر با اتصالات مطمئن تر استفاده کرد. دستگاه های تست فشار هیدرواستاتیک در نوشتارهای بعدی موضوع بحث خواهند بود اما اتصالات و قطعات یدکی مورد نیاز برای انجام تست فشار هیدوراستاتیکی اسپلیت تی اهمیتی کمتر از خود دستگاه تست فشار ندارند.
ابتدا به ساکن باید توضیح داده شود که تست فشار هیدرواستاتیک برای سنجش میزان استحکام و مقاومت اسپلیت تی ساخته شده بهترین ابزار است. می توان با استفاده از اتصالات و ابزارها جریان فشار درون اسپلیت تی را کنترل و در مواقع نیاز کم و زیاد کرد. با استفاده از گیج ها و فشار سنج ها می توان لحظه به لحظه فشاری که از ناحیه بر فیتینگ وارد می شود را رصد کرده و به فراخور نیاز عملیاتی، آن را بر حسب فشار هیدرولیکی مورد نظر تنظیم کرد.

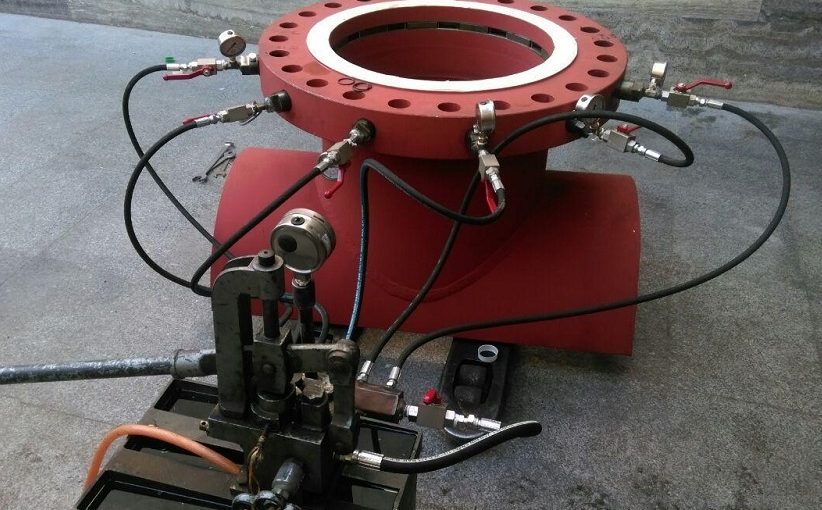
یکی از مهم ترین کانکتورها برای انجام تست فشار هیدرواستاتیکت اسپلیت تی، شیلنگ های هیدرولیک می باشند که در واقع وظیفه انتقال سیال پرفشار به درون اسپلیت تی را دارند. شرح فرایند نصب به این ترتیب است که شیلنگ های تست هیدرولیکی از ابتدا و انتها دارای دو بست می باشند که یکی به پمپ دستگاه تست هیدرواستاتیک بسته شده و دیگری به شیر نصب شده روی فلنج کور روی split tee بسته می شود.
پس از نصب این شیلنگ می توان عملیات تزریق فشار درون اسپلیت تی را تا زمانی که فشار درون split tee به میزان مورد نظرمان برسد ادامه دهیم. بدیهی است در صورتی که فشار بالا مد نظر باشد شیلنگ هیدروبلیکی باید درجه استجکام بالاتر داشته باشد.
در تست های فشار هیدوراستاتیک خطوط لوله، با توجه به این که معمولاً تست ها در فشارهای بالا انجام می گیرد، باید بهترین اتصالات و دستگاه ها مورد استفاده قرار گیرند. از این رو باید از شیلنگ های پرفشار برای انجام تست فشار هیدرو استاتیک اسپلیت تی بهره گرفت.
در بازار شیلنگ های هیدرولیکی متعدد با برندها و کارکردهای مختلف موجود می باشند، اما با توجه به حساسیت و اهمیتی که تست فشار هیدرواستاتیکی اسپلیت تی دارد باید بهترین برندها با بالاتری مقاومت و بیشترین دوام انتخاب شوند. ویژگی های یک شیلنگ هیدرولیکی مناسب برای انجام تست فشار هیدرواستاتیک اسپلیت تی به شرح زیر می باشد:
- تحمل فشار بالا را داشته باشد. برای مثال اسپلیت تی ممکن است در کلاس های بالایی چون 900 طراحی و ساخته شده باشد و قرار بر این باشد که روی خط لوله حاوی سیال پرفشاری نظیر لوله با فشار 60 بار نصب شود. در این شرایط می بایست فشاری حدود 70 به صورت هیدرواستاتیکی به اسپلیت تی وارد شود.
- عمر بالایی داشته باشد. از آن جا که محیط عملیاتی فرایندهای خطوط معمولاً در شرایطی قرار دارد که احتمال فرسایش و اسقاط سریع تر دستگاه ها و تجهیزات در آنجا بیشتر است می بایست از شیلنگ های هیدرولیکی برای اسپلیت تی بهره برد ه بیشترین دوام را داشته باشند.
- دارای لایه های مقاوم بوده و در مقابل ضربات تصادفی تحمل بالا داشته باشند. ممکن است در محیط های کاری به دلایلی نظیر افتادن قطعات سنگین روی اتصالات، سقوط آزاد تجهیزات، ضربات نامتعارف نظیر چکش زدن به شیلنگ و مواردی از این دست، شیلنگ هیدرولیکی دچار آسیب جدی شده و عملاً بلا استفاده شود. مجری تست فشار هیدرواستاتیکی اسپلیت تی باید تا جای ممکن شیلنگ هایی را در بازار انتخاب کند که در برابر ضرباتی از این دست مقاومت بیشتری داشته باشند.
شیلنگ های هیدرولیکی پرفشار شرکت پارکر از جمله محصولاتی هستند که برای استفاده در زمینه تست فشار اسپلیت تی بسیار مفید می باشند. شیلنگ های پارکر هم دارای عمر بالا هستند، هم توان تحمل فشار بالا را دارند و هم در برابر ضربات مقاوم و آسیب ناپذیرتر هستند. تجارب ما در استفاده از انواع شیلنگ های هیدرولیکی برای انجا تست هسیدرواستاتیک اسپلیت تی بر ما ثابت کرده است که شیلنگ های هیدرولیکی پارکر از بهترین برندها در کنار چند برند معتبر دیگر، در زمینه مورد ناز مذکور می باشند.

این شیلنگ ها در سایزها و ابعاد مختلف تولید و توزیع می شوند و دارای دوام و طول عمر بسیار بالایی هستند. با وجود این که پیش بینی و تدوین برنامه های نگهداری و تعمیرات پیشگیرانه تمامی تجهیزات از جمله شیلنگ های هیدرولیکی از لوازم هر مجموعه صنعتی محسوب می شود، اما شیلنگ های هیدرولیکی پارکر در این زمینه هم دارای ویژگی های منحصر به فردی هستند. ما بر حسب تجارب خود و نگهداری دستگاه های تست فشار هیدرواستاتیک در برخی کارگاه های دور از دسترس مان، که امکان نگهداری پیشگیرانه ابزارهای نظیر شیلنگ های هیدرولیکی در آن ها وجود ندارد، پی برده ایم که شیلنگ های هیدرولیکی با برند پارکر در این زمینه آسیب پذیری کمتری دارند و بدون پیاده سازی راهکارهای نگهداری و تعمیراتی نیز مدت های مدید کارکرد خود را حفظ می کنند.
تست فشار هیدرواستاتیکی اسپلیت تی از اهمیت بالایی برخوردار است. اسپلیت تی می بایست به عنوان ورودی یک سه راهی، بدون کوچک ترین ایرادی عملکرد خود را حفظ کند. فشار سیال، فشار خط لوله، فشارهای محیطی و مواردی از این قبیل مولفه هایی هستند که به split tee فشار وارد آورده و کارکرد آن را تحت تأثیر قرار می دهند. به همین دلیل باید در ساخت، نصب و تست آن بیشترین دقت را به خرج داد. انتخاب ابزارهای مناسب برای تست فشار هیدوراستاتیکی اسپلیت تی، از جمله همین شیلنگ هیدرولیکی پارکر از جمله گام های مؤثری است که می تواند باعث کیفیت خروجی محصول یعنی اسپلیت تی شود.