ساخت دستگاه اسپیلیت تی به دو مرحله اختصاص داده می شود:
ابتدا برش قطعات و سپس اتصال آنها از طریق جوشکاری.
متخصصان برای ساخت دستگاه اسپلیت تی باید مهارت ویژه ای در جوشکاری خطوط لوله و اتصال ان داشته باشند، در غیر این صورت با ایرادات عدیدهای و خسارت های جانی و مالی در کار مواجه خواهند شد. برای انجام این فرایند، ابتدا باید ساکن نقشه و طرح کار را به صورت دقیق بررسی و اماده شود تا بتوانند عملیات را بدون هر گونه ایرادی اجرا کنند. بنابراین بهتر است قبل از شروع ساخت دستگاه اسپیلیت تی قالبها بر اساس طراحی کاملا دقیق آماده شده باشند.
همانطور که پیش تر گفته شد برش قطعات برای ساخت اسپیلیت تی با در نظر گرفتن نقشه ها و شابلون ها مهم ترین و اولین وظیفه ی سازنده ی این دستگاه میباشد. چرا که اگر هر ایرادی در اندازه و زاویه ی قطعات و… در زمان ساخت اسپلیت تی دیده نشود و در ظاهر خود را نشان ندهد، هنگام نصب روی لوله مشکلات خود را ایجاد خواهد کرد. طبیعتاً اگر در دستگاه اسپلیتی مشکلاتی چون عدم تقارن و یا تاب و زوایایی زائد وجود داشته باشد عملیات هات تپ امکان پذیر نیست. برشها باید بسیار دقیق و با کمترین میزان تلورانس انجام شده باشند. در صورت امکان برای لولههای ضخیم و آلیاژ سنگین بهتر است از دستگاهها و تجهیزات دقیق نظیر بولینگ ماشین استفاده شود.
نکته ی مهم دیگر دقت در جوشکاری قطعات بر روی یکدیگر است. برای این کار ابتدا بهتر است نیپل دستگاه اسپلیتی را روی پدهای سدل جوش داده شود و پس ار ان می توان فلنج را به نیپل جوشکاری کرد. قطعا هر دو مرحله نیازمند دقت و محاسبه زیاد هستند و باید بر حسب استانداردها انجام گیرند.
برای ساخت دستگاه اسپلیت تی باید تمام ضوابط علی الخصوص استانداردهای جوش را در انتخاب نوع الکترودها و تعداد پاس ها رعایت شوند. همانطور که می دانید طبیعی است با توجه به فشار سیال، دمای و جریان ان و نیز فشار عملیات هات تپ تعداد پاس های جوش متغیر باشند. بنابراین بهتر است پیش بینی های لازم صورت گیرد.
علاوه بر موارد فوق، مهم ترین گزینه در ساخت دستگاه اسپیلیت تی کیفیت جوشکاری قطعات و اتصال ان ها حرف اول را می زند. کوچک ترین مشکل و ریز ترین ایراد در جوشکاری مشکلاتی چون بروز نشتی در اسپلیت تی، افت فشار خط، ضریب مقاومت پایین خطوط جوش در مقابل فشار خط و… را به دنیال خواهند داشت. در صورت ایجاد هر نوع از ایرادات مذکور هنگام انجام عملیات هات تپ و یا بعد از آن و در زمان بهره برداری از خطوط باید سریعا اصلاح شود و تمام اقدامات لازم برای ار بین بردن نشتی صورت گیرد.
از این رو و با در نظر گرفتن این حساسیتها، تست نشتی و فشار هیدرواستاتیک در دستگاه اسپلیت تی قبل از شروع انجام عملیات هات تپ شدیدا توصیه می شود.
معمولاً کارفرما ها و متخصصان مربوطه ترجیح میدهند برای کاهش هزینهها یا سایر هدف ها، هر کدام خود مسئولیت ساخت دستگاه اسپیلیت تی را بر عهده گیرند، اما توصیه ها بر ان است که انجام این کار بر عهده ی مجری عملیات هات تپ یا انشعاب گرم هات تپ قرار گیرد. چرا که مجری با در نظر گرفتن شناختی که از پیچیدگی و فشار پروژه دارد، مسلما بیشتر قادر به رعایت الزامات فنی ان هستند که طبیعتا بیشتر از هر فرد دیگر میتواند ضریب استحکام اتصال اسپلیت تی را در مقابل فشار عملیات و فشار سیال در طولانی مدت تخمین زند و تضمین کند.

ساخت دستگاه اسپلیت تی و اتصال لوله
به طور کلی باید گفت برای انجام انشعابات جدید در مسیر لوله از سه مدل اتصال استفاده می گردد که انتخاب هر کدام از این اتصالات به متغیر های بسیاری از خط لوله و سیال هایی چون سایز لوله اصلی، متناسب با سایز انشعاب جدید به سایز لوله اصلی، نوع سیال، فشار و دمای ان و مواردی از این قبیل بستگی دارد.
اتصال اسپلیت تی از به روز ترین، معتبر ترین و متداول ترین اتصالات محسوب می شود که دارای مزیت های بسیاری نسبت به سایر اتصالات دارد. از جمله این مزیت ها داشتن مقاومت بالای اتصال در برابر فشار، هزینه پایین و سرعت بسیار بالا اشاره کرد.
از اسپلیت تی برای انشعاباتی که دارای حساسیت بالایی هستند، فشار وارد شده بر روی اتصال بالا بوده و همچنین در ایجاد انشعابات برای لوله هایی سایز بالا و پروژه های بسیار حساس مورد استفاده قرار می گیرد.
اما برای دانستن علت بالا بودن مقاومت و استحکام اتصال و ساخت دستگاه اسپلیت تی باید در روش فیتینگ و تثبیت کامل آن بر روی لوله و مراحل جوشکاری بسیار این نوع اتصال اشاره کرد.
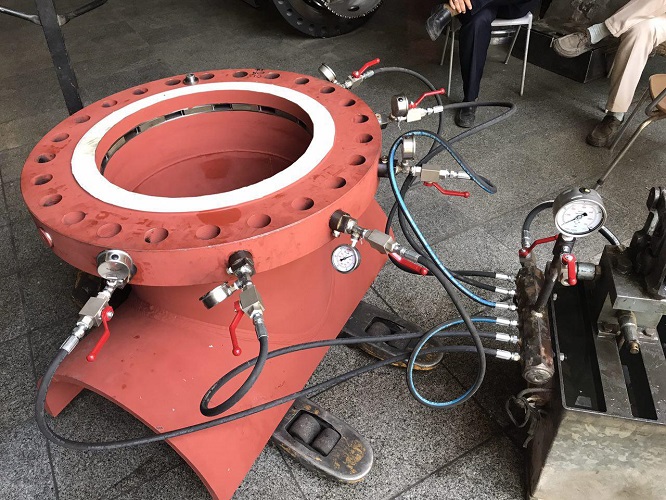
به طور کلی ساخت دستگاه اسپلیت تی از چهار قسمت کلی تشکیل شده است که:
- پد بالا
- پد پایین
- نیپل اتصال
- فلنج عملیات مونتاژ (در دو مرحله)
مرحله اول در داخل کارگاه تولیدی اتصال مونتاژ انجام می شود و مرحله دوم بر لوله اصلی در محل اجرای عملیات انجام می گیرد.

روش مونتاژ و ساخت دستگاه اسپلیت تی
همانطور که پیش تر گفته شد برای ساخت دستگاه اسپیلیت تی مونتاژ اولیه اتصال اسپلیت تی در کارگاه شکل می گیرد. ابتدا لوله با در نظر گرفتن طول و سایز ان با دقت بالا بریده خواهد شد پس از ان در مسیر طولی به دو قسمت تقسیم می شود. فراموش نکنید کلیه مراحل برش لوله با دستگاه هوا برش انجام می گیرد. بعد از پایان برش کاری لوله کلیه لبه های برش خورده این قطعه از اسپلیت تی با تمرکز و دقت کامل زاویه دار شده تا برای ایجاد انشعاب و عملیات جوشکاری آماده می شوند.
دو قسمت جدا شده لوله به نام پد بالا و پد پایین شناخته می شوند.
مرحله بعدی مونتاژ کاری اتصال مرتبط با پد بالایی خواهد بود که نیپل اتصال و فلنج باید بر روی آن مونتاژ شوند. این مرحله نیز همچون دیگر مراحل نیازمند دقت بالایی می باشد. ابتدا بر أساس نیپل یا سایز لوله انشعابی که باید بر روی پد نصب شود با استفاده از هوا برش بر روی پد بالایی دستگاه اسپلیت تی انجام خواهد شد.
لازم به ذکر است که برای برش های دقیق سوراخ متخصصان از شابلون هایی که قبلا توسط مهندسین طراحی شده است استفاده می کنند.
پس از پایان برشکاری و ایجاد سوراخ های لازم بر روی پد بالایی باید لبه های محل برش را به طور کامل و دقیق پخ زده کنند تا عملیات جوشکاری نیپل بر روی آن با تسلط بهتری انجام گردد.
مرحله بعد مونتاژ اتصال نیپل و فلنج دستگاه اسپیلیت تی بر روی پد است. جوشکاری نیپل و فلنج نصب شده باید جوشکاری توسط افراد مجرب و متخصصان این کار انجام گیرد. چرا که تراز کردن نیپل و فلنج در زمان جوشکاری از موارد بسیار مهم دیگر می باشد. در بعضی موارد اتصال و انشعاب به شکل زاویه دار می باشد که در این صورت باید اتصال نیپل به پد بالایی با زاویه باشد که البته مونتاژ آن را به مراتب سخت تر از قبل و اتصالات حالت قائم می باشد. بعد از پایان مونتاژ کاری اتصال دستگاه آماده ارسال به پروژه برای نصب می باشد.
تکته: بازرسین تست تست نقطه جوش لوله را قبل از نصب و فیتینگ اسپلیت تی بر روی لوله انجام می دهند هدف از این کار بدست اوردن تایید و صحت جوشکاری اتصال اسپلیت تی توسط کارفرما می باشد
اسپلیت تی در مقایسه با دیگر دستگاه ها و روش های اتصال، فیتینگی قوی تر است از این رو برای اجرای عملیات های سنگین انشعاب گیری از آن استفاده می شود. اما در صورت در دست داشتن پروژه های سبک تر می توان از اتصالات دیگر استفاده کرد.
برای ساخت دستگاه اسپیلیت تی پس از مطالعات ضروری باید از اپراتور ها و جوشکاران حرفه ای و بهترین ابزارها و تجهیزات بهره برده شود. یکی دیگر از دلایل متفاوت بودن این اتصال در مقایسه با دیگر اتصالات دو تکه بودن و تمام محیطی بودن آن است.
برای دیدن ویدیو های بیشتر به اپارات مراجعه کتید